PEEK或PEKK用在未来的热塑性复合材料航空结构中?
自1990年代以来,热塑性复合材料就一直在飞机上得到应用,从2010年起,开始被用于飞机主结构——湾流(Gulfstream)G650公务机就采用了由碳纤维/聚苯硫醚(PPS)制成的方向舵和升降舵,这两个部件由 GKN Aerospace(英国索利哈尔)的航空结构企业 GKN Fokker(荷兰霍格芬)使用东丽先进复合材料(荷兰Nijverdal)的Cetex 预浸料制成。自此,为了证明聚醚酮酮(PEKK)和聚醚醚酮(PEEK)的适用性,人们做了大量的研究,而现在,低熔点的聚芳醚酮(LM-PAEK)成为另一个选项。
过去我们会问:为什么不在飞机上使用更多的热塑性复合材料?也许现在,随着波音公司为新的中端市场飞机(NMA)做储备,以及欧洲飞机工业通过“清洁天空2号”和其他开发计划取得了进展,最终我们可能会看到,对热塑性复合材料的新一轮应用正在兴起。
与此同时,一些老牌公司已建立起广泛的供应链,包括东丽先进复合材料(美国加利福尼亚州摩根山)、帝人碳纤维欧洲公司(德国伍珀塔尔)和索尔维(美国佐治亚州阿尔法利塔)。至于哪种聚合物和加工技术具有潜力,各家公司有不同的看法。
东丽先进复合材料:持续推动技术的进步
随着2018年对TenCate Advanced Composites的收购,东丽先进复合材料声称,在开发热塑性复合材料方面,该公司拥有40多年的经验,其 Cetex 品牌以预浸料和预固结的层压板(也称有机片材)而闻名。同时,其产品还延伸到团状模塑料(BMC)及单向(UD)和编织的带材。长久以来,该公司一直拥有全系列的热塑性塑料,在由TenCate的航空航天和工业部门支持的应用中,这些材料发挥了用武之地。此外,通过该公司的高性能复合材料部门,这些材料还被用于消费电子和运动鞋等更多的大众市场产品中。

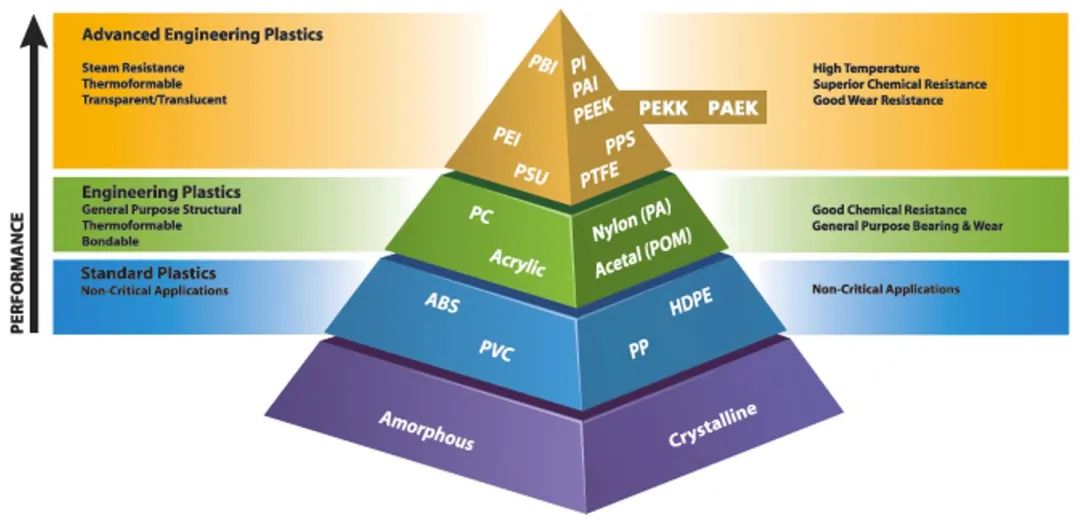
Cetex 热塑性带材可选用多种聚合物基体,从较低熔体温度/高性能的基体到较高熔体温度/高性能的基体(图片来源:东丽先进复合材料(上)、Tri-Mack Plastics(下)
在原位固结热塑性塑料方面,为了寻求更快的加工速度,低熔点的PAEK成为 PEEK和PEKK的潜在替代品。对此,TenCate的热塑性复合材料研究及产品开发总监Hans Luinge博士解释了熔体温度的差异:TC1225 CF/LM PAEK带材是305℃,TC1320 CF/PEKK带材是340℃,TC1200 CF/PEEK带材是350℃。
值得一提的是,在加工这些复合材料带材时,实际使用的温度可能会更高,而 TC1225 LM PAEK 的熔点要低得多,因此依然具有吸引力。
“Cetex TC1225 LM PAEK是在TAPAS1开发计划中引入的,我们是该计划的主要参与者。”Luinge回忆道。Cetex TC1225 LM PAEK使用了威格斯(英国克利夫利斯)的PAEK聚合物。Luinge表示,到2013年,TC1225材料已被用于一个示范的飞机结构。在2013年的巴黎航展上,空中客车公司南特工厂展示了一个带有集成加强筋的机身面板,它由TenCate提供的CF/LM PAEK带材制成,拥有压制成型的欧米伽形状和对接连接的T桁条构件,这些构件被焊接到采用自动铺丝(AFP)技术制成的蒙皮上。
 图片来源:东丽先进复合材料
图片来源:东丽先进复合材料“低熔点的PAEK在AFP、冲压成型和焊接加工中表现良好。”TenCate的全球首席技术官Scott Unger说道。但是,较低的熔体温度是否意味着LM PAEK的力学性能要比PEKK和PEEK低呢?Unger说:不会,它们都差不多。“PEEK、PEKK和LM PAEK都是很好的结构材料,从成本的角度看,TC1225 CF/LM PAEK的价格要比TC1200 CF/PEEK具有竞争力,而且不比TC1320 PEKK的高。”
低熔点的PAEK可加快原位固结
TC1225 LM PAEK有望实现原位固结,对此,Unger承认:这可能是圣杯。“过去,要实现原位固结,AFP的速度必须非常慢。”他解释道:“如果不使用带材,就无法进行原位固结,因为带材的孔隙率要比在层压板或结构中最终看到的可接受的孔隙率低得多。这里有两个关键因素:带材质量以及树脂基体和纤维在UD带中的分布情况。”Unger声称,TenCate生产UD带材的工艺产生的孔隙率极低,这为实施快速AFP等工艺提供了便利,之后,仅需热压罐/真空袋(OOA/VBO)即可固结,以及实施一步、原位固结的AFP。
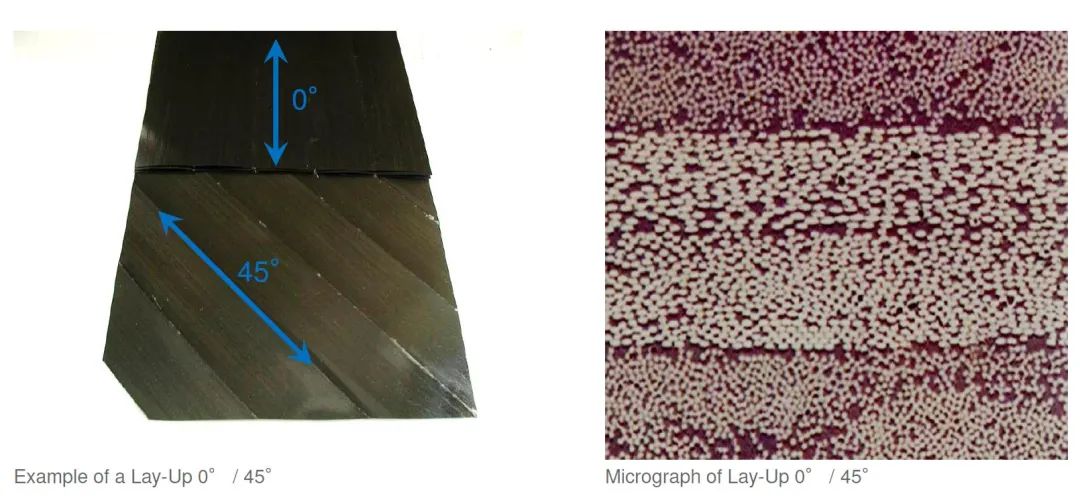
“我们的带材拥有非常一致的孔隙率,最大孔隙率为 0%-0.5%。”TenCate的欧盟专家服务总监 Winand Kok 说道,“我们的带材还拥有非常一致的厚度,这就是为什么我们可以在固结的层压板中实现非常精确的层厚。这种一致性对于热塑性焊接工艺和原位固结也很重要。”Unger接着说:“LM PAEK要比PEKK和PEEK拥有更好的流动性,因此加工速度也比PEKK和PEEK的高。”
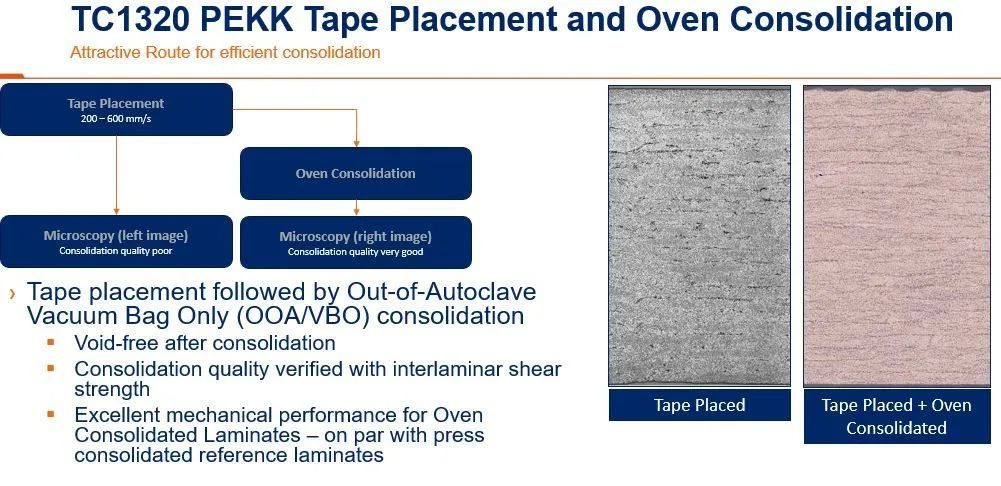
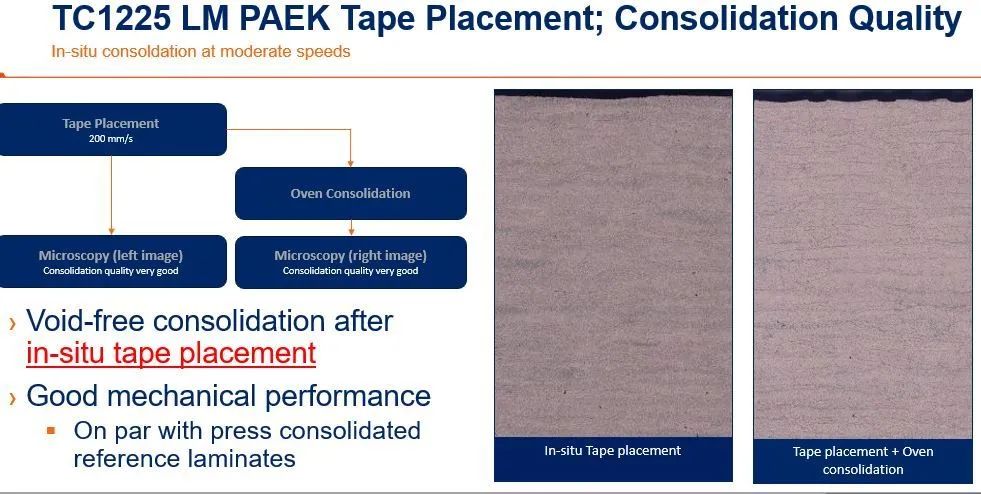
采用AFP原位固结(无二次步骤)制备的CF/PAEK与采用快速AFP+烤箱固结制备的CF/PEKK(上)具有相同的固结性能(图片来源:东丽先进复合材料)
最后这一点在层压板与层压板的对比中也得到了证明。“在位于荷兰特温特的热塑性复合材料研究中心,我们采用一台Coriolis激光AFP机器、以600mm/s的速度,快速制造出TC1320 CF/PEKK 层压板。”Unger 说道,“然后,我们只需在烤箱中使用真空袋来固结这种层压板。”他承认,由于AFP铺层速度快,层间存在孔隙,但这些孔隙在第二个固结步骤中得到了修复。“我们还以 200mm/s的速度铺放TC1320材料,发现层间孔隙并没有随速度的降低而消失。然后,我们使用同一台AFP机器制作了同样的层压板,但这次使用的是TC1225 CF/LM PAEK带材,而且无需任何第二个OOA/VBO 固结步骤,也就是说,通过 AFP就完全实现了原位固结,获得了与两步法制作的PEKK面板完全相同的固结特性。”
Unger表示,原位固结CF/PAEK层压板的AFP速度是200mm/s,这是荷兰航空航天中心(阿姆斯特丹)结构技术部门复合材料高级科学家Henri De Vries在“将热塑性复合材料的航空结构固结到位”一文的第二部分中所声称速度的两倍多。
“现在我们正在探索的是:在确保层压板内具有可接受的孔隙率和力学性能的同时,原位固结AFP的速度能提高多少?”Unger 说道,“在使用自动化的工艺铺放加固的热塑性复合材料面板方面,我们做了大量的研究。现在的目标是,构建技术成熟度水平。”Kok表示,东丽先进复合材料将与含客户和研发机构在内的行业合作伙伴一起,继续开展这项工作。
“一个例子是,在2018 JEC展会上,展出了用TC1320 CF/PEKK带材制成的发动机挂架。”他继续说道,“我们与挂架壳的制造者——荷兰航空航天中心以及Dutch Thermoplastic Components(简称DTC)合作,由DTC压制成型的肋作为加固元件被焊接到壳体上。”虽然该部件采用AFP工艺制成,然后在热压罐中固结,但Kok指出:“我们还在研究如何进一步优化带材,以便仅在烤箱中使用真空袋进行固结,而不是用热压罐进行两步固结。”
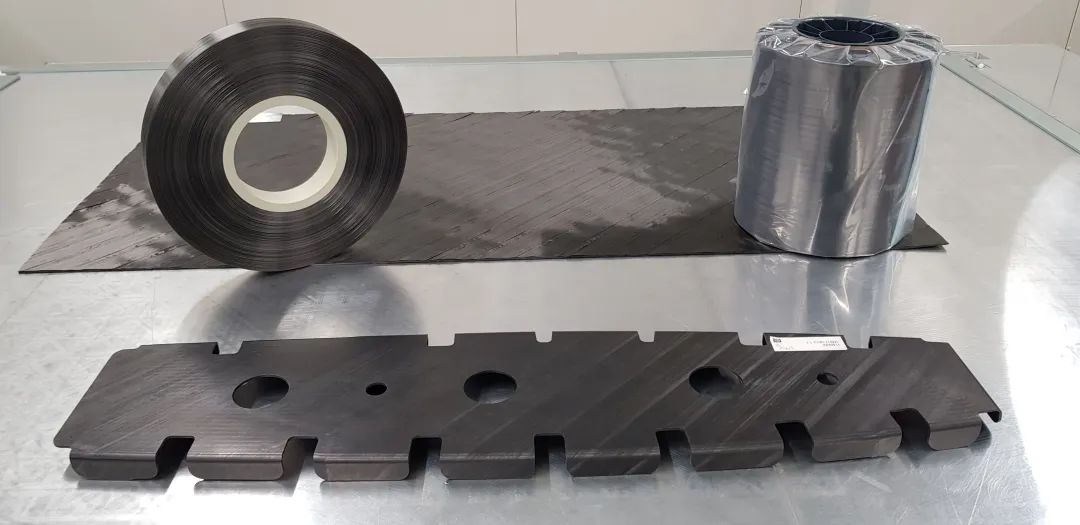
分切的CF/PEKK带材、采用自动铺带技术制成的层压板以及由DTC制造的压制成型的肋(图片来源:Dutch Thermoplastic Components)
据Unger介绍,TenCate的CF/LM PAEK产品使用了未上浆碳纤维和上浆碳纤维,用于飞机主结构示范件。几年前,尽管可能因浆料对力学性能带来不利影响而导致LM PAEK、PEKK和PEEK预浸带使用上浆碳纤维的情况并不常见,但今天肯定不再如此。
关于LM PAEK,最后需要强调的一点是,NIAR和FAA使用TenCate的TC1225 CF/LM PAEK完成了第一个热塑性复合材料的公共数据库。之所以选择这种材料,是因为它的力学性能和易加工性。
帝人:长期的碳纤维生产商进军热塑性复合材料市场
帝人碳纤维的前身是东邦特耐克丝株式会社(日本东京),目前该公司是全球知名的碳纤维生产商,其Tenax热塑性带材在德国海因斯贝格生产。
“15-20年前,我们花了很多时间开发热塑性塑料。”Jean-Philippe Canart说道,他曾是东邦特耐克丝欧洲公司的热塑性半成品产品经理,现在是帝人碳纤维美国公司的航空航天市场工程师。“我们的策略之一是,开发单向(UD)热塑性带材,并于2013年推出了这种材料。”
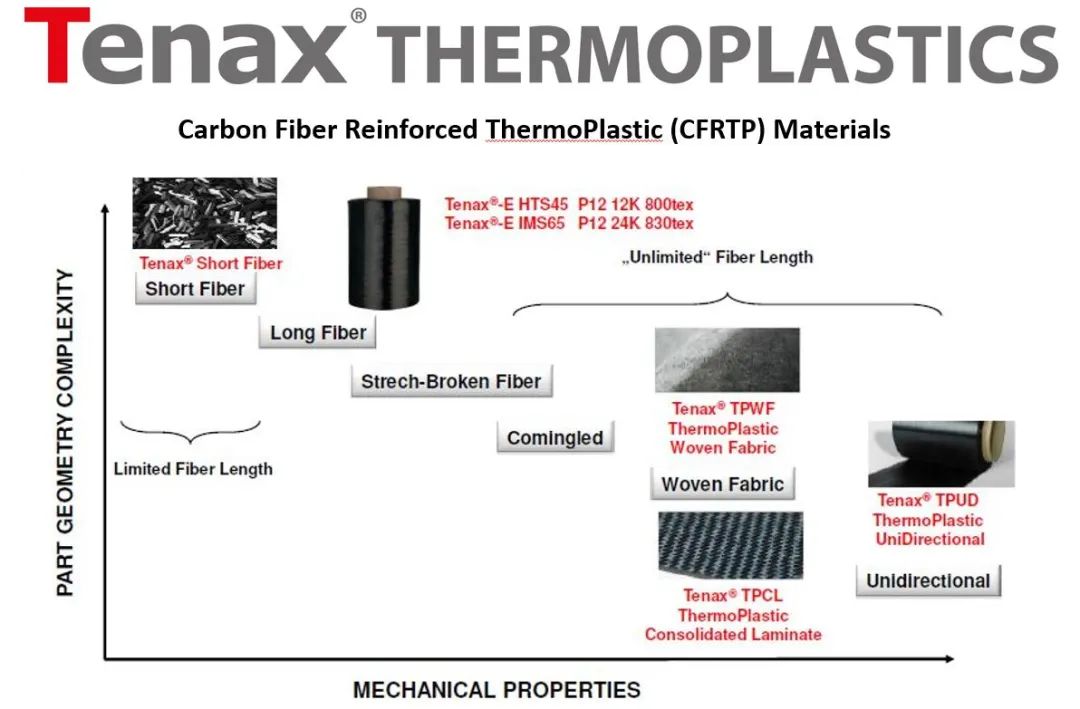 图片来源:帝人碳纤维
图片来源:帝人碳纤维Canart解释了这项开发的基础:“我们的核心技术之一是用于碳纤维的热塑性浆料,它有助于带材加工。由于热塑性塑料需要很高的加工温度,因此必须去除标准的碳纤维浆料。除耐热外,热塑性浆料还通过成品复合材料中纤维与基体的粘附力而提供额外的性能。我们在欧洲最大的一条生产线每年能生产1700吨带有TP浆料的碳纤维。因此,我们采用PEEK、PEKK和PPS热塑性基体材料开发了UD带材,主要用于航空航天领域,但我们也致力于在石油天然气和工业领域应用。
帝人热塑性复合材料的第一个重要应用是,将涂有PEEK的碳纤维织物冲压成型出空客A350的夹子和支架。“这是航空应用的第一波大浪潮。我们看到,现在正在转向更大、更多的结构部件,这些部件由AFP层压板混合材料制成,然后通过冲压进行固结。”Canart接着说道,“我承认,原位固结(ISC)已发展了几十年,但我们认为它还不成熟。因此,我们正在支持一些研发项目和研究所开展进一步的研究。”他表示,原位固结是可能的,但问题是:如何快速地制造部件?这一过程的稳定性如何?他认为,要到2025-2030年才能生产出用于商用机身的原位固结部件。与此同时,帝人还看到了热塑性复合材料带材在两步法、AFP+冲压生产线上的用量在增加。“我们已经投资了我们在欧洲的带材生产线,同时还支持新的工艺能力,如连续压缩成型(CCM)。供应链正在成长。”
支持热塑性复合材料量产:连续压缩成型
连续压缩成型(CCM)的商标为X-CCM,由xperion(德国Markdorf)公司注册,该公司在20多年前首先开发并商业化了该工艺。X-CCM以快速、准连续的过程提供高质量的热塑性复合材料层压板。“我们正在与xperion展开合作。”Canart说道,“这是一项成熟的技术,被空中客车公司和波音公司使用了多年。现在是它真正得到发展的时候,被用于成型固结的层压板。CCM在成本方面非常出色,但需要保持横截面不变。”
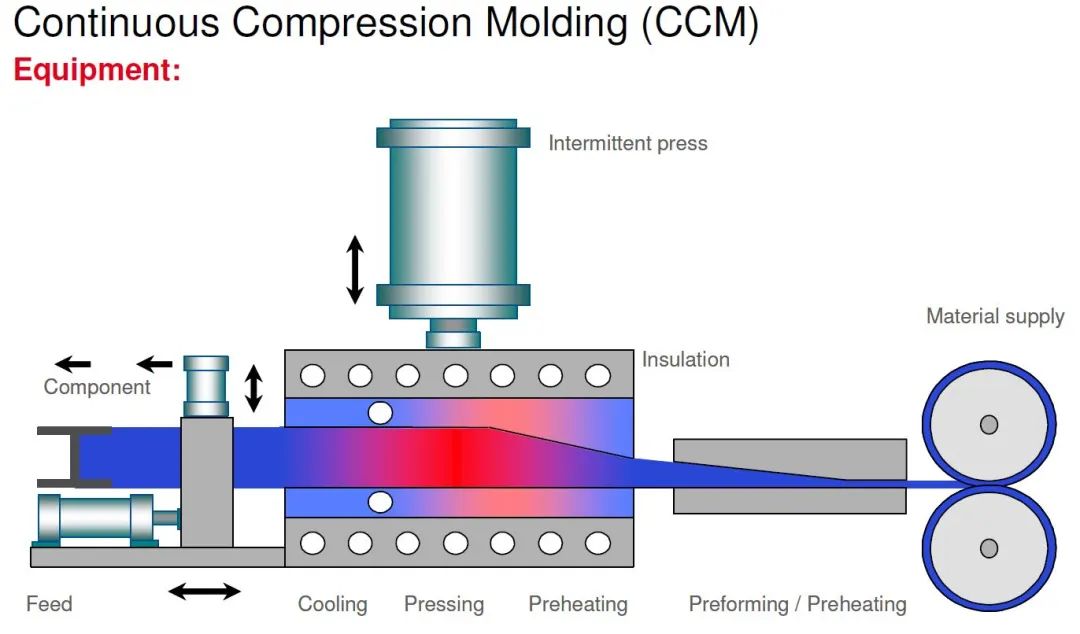
 帝人正在支持连续压缩成型(CCM)工艺的发展(图片来源:帝人、SAMPE Seattle 2014)
帝人正在支持连续压缩成型(CCM)工艺的发展(图片来源:帝人、SAMPE Seattle 2014)Xperion的高级销售经理Laurens de la Ossa表示:“现在我们的X-CCM工艺更加先进,能生产出更复杂的形状,包括T型和J型等不对称的型材。”他补充说,该工艺可以生产出24英寸宽的固结的热塑性复合材料层压板。“我们是‘向热塑性复合材料的大规模生产迈进’的整个技术基础的一部分。我们有非常流畅的工艺来处理固结的热塑性复合材料部件——无需真空袋,可处理厚达60层及以上的层压结构,厚达8-10mm。”
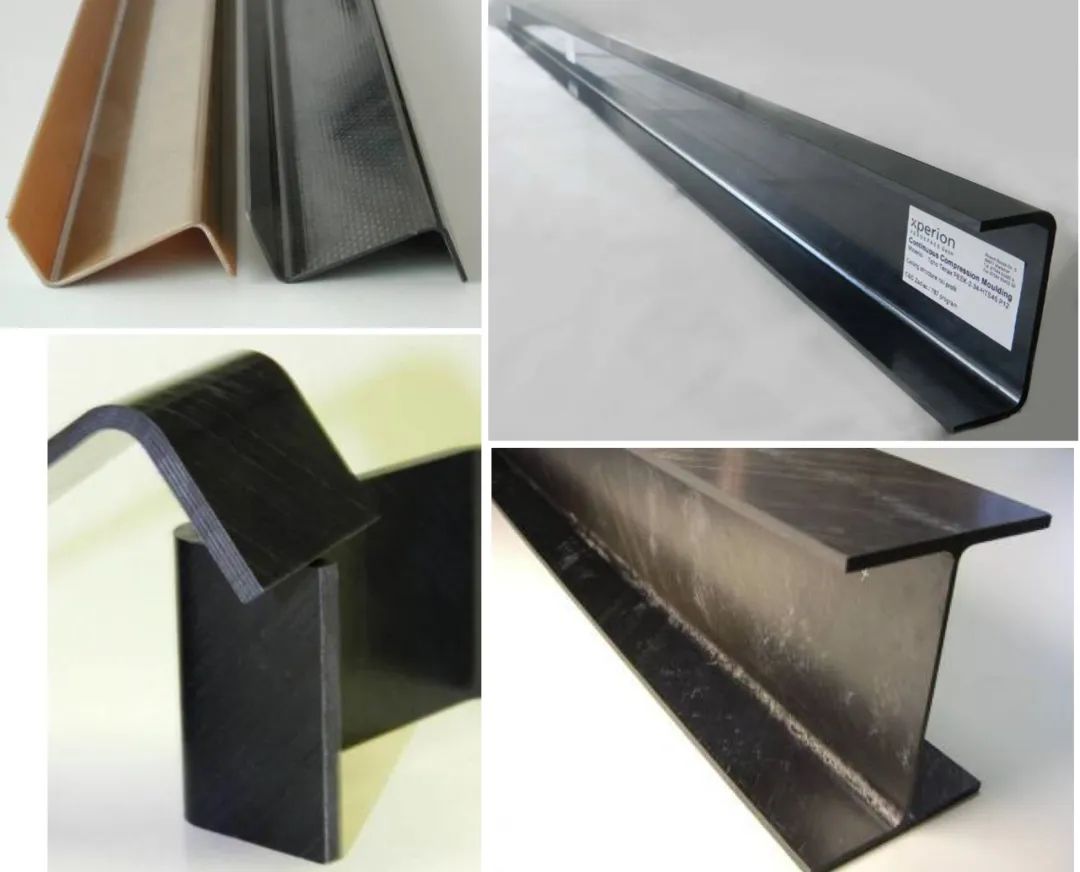
 CCM 叠层和固结示例(图片来源:帝人、SAMPE Seattle 2014)
CCM 叠层和固结示例(图片来源:帝人、SAMPE Seattle 2014)X-CCM工艺可制造哪些类型的部件呢?“机身内部纵梁、地板横梁和地板或天花板周围的其他框架,以及需要最高材料性能的结构和半结构部件。”de la Ossa 说道,“到 2025 年,当新的飞机平台开始投入生产时,每年的材料用量将提升 6-10 倍。”
作为持续推动提高产量的一部分,帝人致力于降低带材成本并提高产量。行业对更厚的带材有何需求?荷兰航空航天中心的de Vries曾介绍说,标准的材料厚度为 0.13mm,但 TAPAS2 计划正在探索开发0.18mm厚的带材。de Vries认为,理想情况下会走得更远:“我们希望PEEK和PEKK的厚度达到0.25mm,但很难获得高质量。”
“我们已开发出纤维面重145-200 g/㎡的带材。”Canart说道,“凭借这些产品,0.18mm的厚度对我们来说已经是相当标准的了。我们已针对这种厚度改变了我们的生产线,最高可达0.20mm厚,所以我认为0.25mm甚至不会是一个很大的飞跃。”
空客A350的机身夹采用PPS和PEEK复合材料制成。Cetex CF/PPS层压板使用了东丽的T300碳纤维织物,Tenax TPCL层压板则采用了其TPWF热塑性机织织物产品(图片来源:帝人,Premium Aerotec Group)
带材的质量如何呢?“我们认为,需要以更快的速度对所有的带材进行改进,从而获得更高质量的部件。”Canart 说道,“树脂含量可能与原位固结所需的不相匹配,带材内树脂的分布可能还需要得到优化。随着树脂和工艺的不同,熔化的时间和速度也不同。我们正在支持各个方面的进一步发展,包括聚合物系统和含表面在内的带材结构。”
索尔维:销售PEEK和PEKK
索尔维用于复合材料的高性能热塑性塑料产品包括Ketaspire PEEK、Novaspire PEKK、Radel聚苯砜(PPSU)和Ryton聚苯硫醚(PPS)。索尔维在其提交的一份声明中声称,这些聚合物是以工业化的规模生产的,可以考虑将它们用于大批量的航空复合材料部件,也可用于生产高质量的预浸料。

GKN Fokker使用索尔维的APC(PEKK-FC)/AS4D制造出热塑性复合材料的水平尾翼示范件(图片来源:GKN Fokker)
目前,索尔维提供含PEEK和PEKK聚合物的APC单带预浸料,在进行大批量的生产和使用时,其定价主要取决于所选纤维而非聚合物的成本。因此,该公司认为,为特定应用选择哪种热塑性基体主要取决于客户的偏好。影响这种选择的因素包括:耐热性、力学性能、部件的加工制造、材料数据库的可用性和工人的经验等。索尔维表示,PEKK和PEEK都满足了市场的需求,并能提供高质量、价格相对合理的纤维增强预浸料,与选择哪种聚合物无关。
因此,与所有其他复合材料一样,应用热塑性复合材料时,对材料和工艺的选择不受限制。事实上,热塑性复合材料的应用范围正在扩大。至于哪一种热塑性复合材料将在未来的飞机制造中获得优势,这还有待观察。
来源:玻纤复材
(转自:新材料研习社)